


聯系人:王總
手機:19852937262
郵箱:bltafm@163. com
地址:江蘇省昆山市花橋鎮塔婁路1號4號樓
磨粒流是什么?磨粒流三大技術核心講解
磨粒流,是指一種拋光去毛刺工藝,又稱為流體拋光,或擠壓研磨拋光,主要針對內孔、微細孔、不規則形狀、球面曲面、齒輪等,以效率高、拋光去毛刺徹底、不傷工件而著稱,但不適合尺寸特別大的東西。磨粒流拋光技術起源于美國,目前全球完全掌握這些工藝的只有美國、日本和中國。而隨著中國企業的發力,美日企業競爭力逐漸減弱,在大陸、臺灣、東南亞市場,美日設備的市場占有率已經不到20%,甚至還在下滑。
在航空,電子,計算機,模具制造等領域,對精密機械零件的工藝性能要求不斷完善,零件的不斷小型化,表面質量及功能性邊緣,邊角要求的不斷提高,致使目前用手工,化學等傳統的加工工藝方法對零件表面及其內部進行拋光,倒角及去毛刺均有其局限性,特別是對零件內小孔徑相互交叉的孔徑及邊棱進行拋光,倒角去毛刺是無能為力的。這樣一來,一種全新概念的經濟有效的自動化光整加工技術一磨粒流加工技術 (又稱擠壓、研磨技術)應運而生。
磨粒流,是指一種拋光去毛刺工藝,又稱為流體拋光,或擠壓研磨拋光,主要針對內孔、微細孔、不規則形狀、球面曲面、齒輪等,以效率高、拋光去毛刺徹底、不傷工件而著稱。簡單來說,就是通過半流體介質進行拋光去毛刺的工藝,主要面向內孔、以及不規則形狀的中小型工件。
AFM磨粒流,不只是設備,而是一項全力整合的系統系工程。

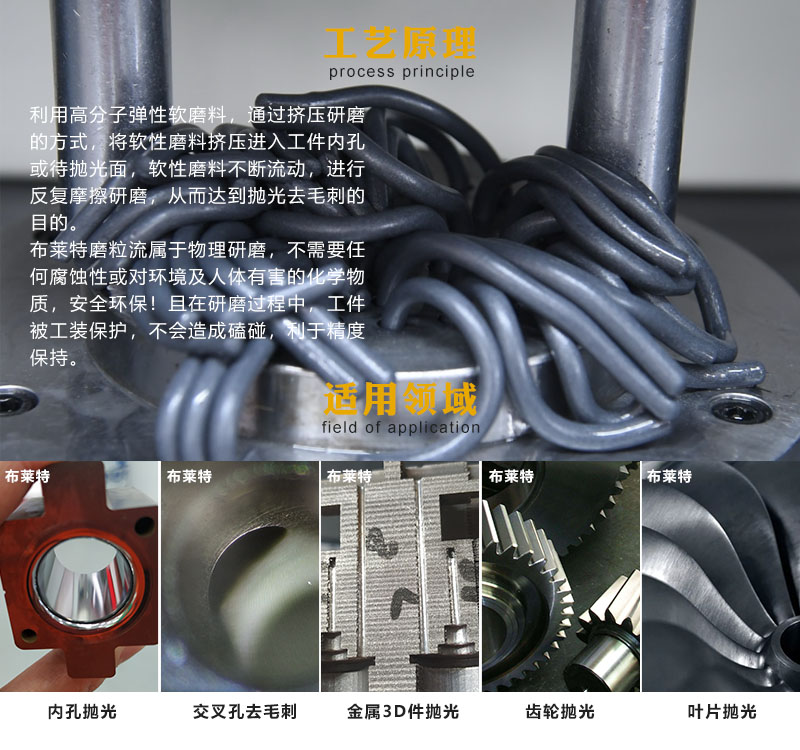
磨粒流的加工原理:
是通過一種擠壓方法,其磨料具有流動性,其中的顆粒不斷地對工件表面進行研磨,完成拋光和去毛刺加工。
磨粒流磨膏,是由一種具有粘彈性、柔軟性和切割性的半固態載體和一定量磨砂攪而形成。不同載體的粘度、磨砂種類、磨粒大小,可以產生不同的效果。磨料依加工物的形狀、材質、加工目的有各種不同的規格。
規格是依載體的粘彈度、砂粒、材質、粒度的組合來做調合。一般是在鑄鐵、鋁、鐵加入常碳化硅做為標準的磨料。如用于超硬或陶瓷則使用鉆石磨料。
高粘度磨料可用于對零件的壁面和大通道進行均勻研磨;低粘度磨料用于對零部件邊角倒圓和小通道進行研磨磨粒流,磨料的流動性和砂粒的切削能力,使磨粒流成為一把游動的去毛刺工具。
磨粒流的三大核心技術:
1、 磨料配方:這幾乎是每家企業的核心機密,每家企業的配方都不一樣,所以拋光效果也不盡相同;
軟磨料是由非常細小的硬質顆粒,混合相關液體,調制而成的半流體狀態的介質,磨料顆粒的大小、硬度,以及半流體的粘稠度、遇熱后是否會黏貼工件,是影響拋光去毛刺質量的關鍵。磨料通常選材有碳化硅、白剛玉、金剛石等,根據各自的硬度,對應不同材質的工件。例如鋁制品、銅制品工件,選用碳化硅磨料即可。而硬度較高的鎢鋼、合金鋼,選用白剛玉或金剛石更為合適。
2、 工裝夾具:工裝夾具設計的好壞,直接決定了拋光效果的穩定性、效率性,以及操作的簡便性;
選用夾具的原因是,為了提高工件拋光去毛刺的效率。一來,一款夾具上可以同時夾持多個工件,一次性加工。二來,使用工裝夾具后,退模換工件時,不必每次校準,大大減少了停機時間。
工裝夾具設計的關鍵在于,在提升效率的前提下,如何保持工件均勻受力,而不致于使工件壓傷。
3、 PLC系統:PLC系統是整個磨粒流設備的控制中心,PLC系統設計地簡潔、規范,既可以讓操作人員更快上手,減少培訓磨合時間,又可以減少設備故障率,延長設備使用壽命。
磨粒流工藝的優缺點:
磨粒流工藝的優點在于:處理內孔以及不規則形狀的工件拋光時,有著極為優異的表現,效率高、效果好;
磨粒流工藝的缺點在于:無法處理尺寸較大的工件,不適合進行平面拋光,不適合處理圓管外壁。